Etiketten auf der Rolle werden meist maschinell weiterverarbeitet, das heißt, sie werden maschinell auf das Produkt aufgebracht. Bei der Produktion von Rollenetiketten ist es daher sehr wichtig, die Anforderungen der Weiterverarbeitungsmaschine zu kennen und die Etikettenrollen daraufhin zu konfektionieren. Folgende Werte sollten dabei bedacht werden:
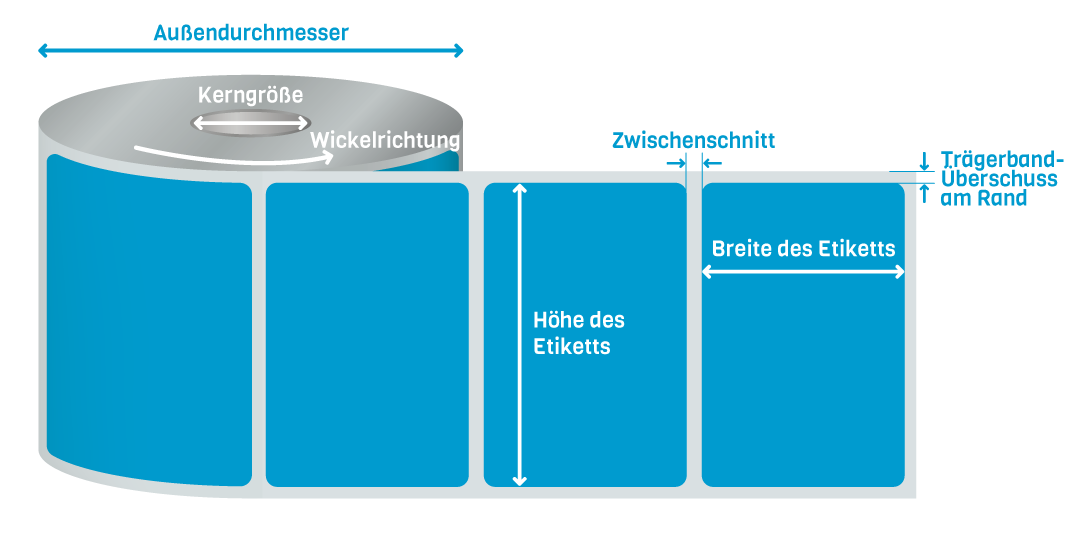
Der maximale Außendurchmesser, den Sie über den Kalkulator bestellen können, beträgt 350 mm. Auf Anfrage können auch größere Durchmesser produziert werden.
Des Weiteren können Sie entweder die Größe der Etikettenrolle oder die Etikettenanzahl pro Rolle wählen. Die max. Größe der Rolle ist wichtig, damit diese bei der maschinellen Verarbeitung problemlos in ihre Etikettiermaschine passt. Wird nichts angegeben, werden die Rollen nach ökologischen und wirtschaftlichen Aspekten konfektioniert.
Die Kerngröße ist standardmäßig 76 mm (Innendurchmesser). Gegen Aufpreis bieten wir 40 mm und 25 mm an.
Besonders für eine maschinelle Weiterverarbeitung ist die richtige Kerngröße enorm wichtig. Die Angabe richtet sich nach den Anforderungen Ihrer Weiterverarbeitungsmaschine. Bei händischem Aufkleben ist diese Angabe zu vernachlässigen.
Wenn Sie Ihre Rollenhaftetiketten maschinell weiterverarbeiten möchten, ist es wichtig, zu wissen, welche Wickelrichtung Sie für Ihre Maschinen benötigen.
Dabei gibt es prinzipiell zwei Wickelrichtungen für Ihre Rollenhaftetiketten:
- Innenwicklung
- Außenwicklung
Die bedruckte Seite kann also nach innen oder außen zeigen.
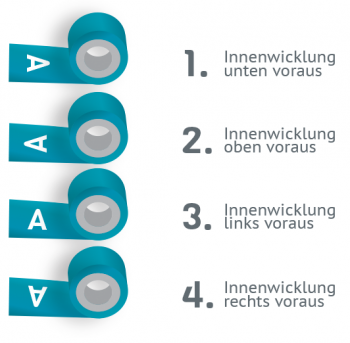
Weiter gilt es, die Positionen der Etiketten auf der Rolle zu unterscheiden. Dabei gibt es vier Varianten:
- unten voraus
- oben voraus
- links voraus
- rechts voraus

Wichtig ist, dass Sie hier das Endformat des Etiketts angeben, also ohne Anschnitt. Die Breite und Höhe werden anhand der Ansicht auf das Etikett/Layout definiert, also wie das Etikett später auf dem Produkt positioniert wird.
Ein Beispiel: Wenn Sie gestanzte Etiketten im Format 50 x 100 mm (BxH) benötigen, tragen Sie im Kalkulator bitte diese Maße ein. In Ihrer Druckdatei geben Sie allerdings ein Druckdatenformat von 55 x 105 mm, da hier der Anschnitt mit angegeben sein muss.
Als Zwischenschnitt bezeichnet man den Abstand zwischen zwei Etiketten auf der Bahn. Dieser Zwischenschnitt ist von Kunde zu Kunde unterschiedlich, je nachdem, wie die Etiketten weiterverarbeitet und auf das Produkt aufgebracht werden.
Standardmäßig produzieren wir mit 5 mm Zwischenschnitt zwischen den Etiketten auf der Rolle. Ein geringerer Zwischenschnitt ist auf Anfrage möglich. Wir empfehlen als minimalen Zwischenschnitt allerdings 3 mm. Alles darunter würde die maschinelle Weiterverarbeitung sowie ein Entgittern erschweren.
Der Trägerband-Überschuss bezeichnet den Abstand zum Rollenrand. Dieser gilt nur für eine Produktion von Rollenhaftetiketten, bei einer Produktion auf A4 Bogen kann diese Angabe vernachlässigt werden.
Standard sind 2,5 mm an beiden Seiten, gesamt 5 mm. Als minimalen Überschuss empfehlen wir 1,5 mm an beiden Seiten, gesamt 3 mm. Breitere Abstände sind auf Anfrage möglich. Ein Unterschreiten des minimalen Werts kann zu Schwierigkeiten beim Entgittern führen.